一、热处理:赋予 “内在韧性” 的核心工序
清砂后的铸铁试验平台需通过热处理优化材料性能,根据材质与使用需求选择不同工艺:
1. 淬火:如高锰钢铸件加热至奥氏体区域后淬水激冷(水韧处理),保持奥氏体组织,提升耐磨性与韧性;
2. 退火 / 正火:消除铸造应力,细化晶粒,改善切削性能;
3. 人工时效:通过低温长时间保温消除内应力,防止使用中变形;
4. 铸态调质:针对特殊性能需求,调整强度与韧性的平衡。
案例:高锰钢平台若未淬火,内部组织易析出碳化物,导致脆性增加,影响测量精度。
二、整形:修复 “外在缺陷” 的精细工程
1. 矫正:
1. 机械矫正:对凝固、冷却或热处理中产生的变形,常温下用机械力(如压力机)校正;
2. 高温矫正:变形量过大时,加热至高温后利用自重或外加压重复位,适用于大型平台。
2. 修补:
1. 焊接修复:针对外部砂孔、气孔等缺陷,用同质材料焊接填补;
2. 堵漏处理:对气密性要求高的平台,渗漏处压入堵漏剂密封。
3. 表面精整:
1. 用悬挂砂轮、高速砂轮打磨表面,消除粗糙与凹凸,为后续加工奠定基础。
三、粗加工:迈向 “精度成型” 的过渡阶段
1. 加工目的:
1. 提前暴露内部缺陷(如缩松、夹渣),降低后续工序损失;
2. 去除多余铸造余量,减轻平台重量;
3. 为工作面的刮削 / 刨削等精加工预留合理余量。
2. 加工要点:
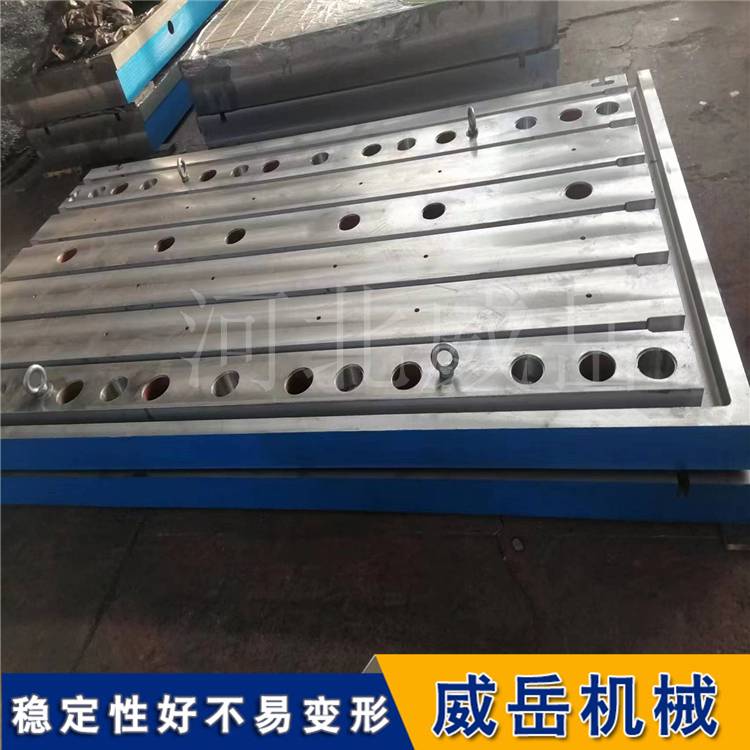
1. 按技术条件对工作面、吊装孔等局部进行铣削、刨削,表面粗糙度控制在 Ra≤20μm(视精度等级调整)。
四、防锈处理:守护 “长期耐用” 的必要防护
1. 处理流程:
1. 检验合格后,清除表面油污、铁屑;
2. 喷涂防锈底漆(如环氧富锌底漆),形成隔离层,防止运输与存放期间锈蚀。
2. 特殊场景:
1. 潮湿环境或长期存放时,可额外包裹防锈纸或涂抹防锈油,增强防护。
五、工艺逻辑总结:从 “毛坯” 到 “成品” 的质量闭环
清砂→热处理(性能优化)→整形(缺陷修复)→粗加工(尺寸预成型)→防锈处理(防护封装),每一步均服务于平台的精度稳定性与耐用性。河北威岳技术通过该系列工艺,确保铸铁试验平台在发动机实验室、汽车制造等场景中发挥基准作用。
技术咨询通道:
· 官方网址:http://www.chinaweiyue.com/
· 联系人:销售部经理 张女士
· 电话:13780573715
 鲁公网安备 37131202371556号 鲁ICP备12025014-1号
鲁公网安备 37131202371556号 鲁ICP备12025014-1号